輪對壓裝機主要用于火車輪對的壓裝,也可用于各型客貨車輪對的壓裝。目前國內專門生產輪對壓裝機的廠家相對較少,而我公司則是一家非常專業的輪對壓裝機生產廠家,采用的是國內先進液壓傳動技術,下面我們就來簡單介紹下輪對壓裝機的結構以及工作流程。
結構簡單介紹:
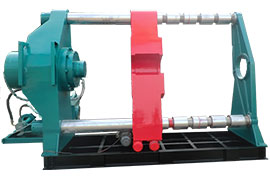
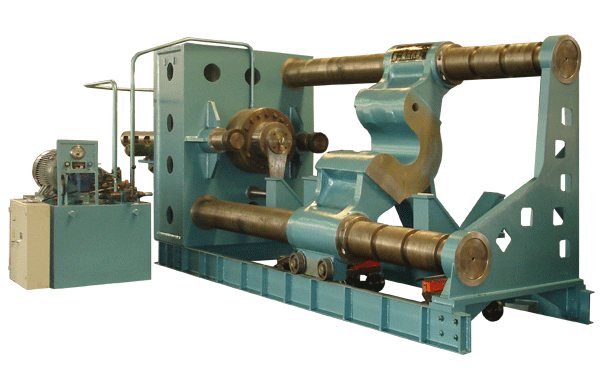
輪對壓裝機包括主機,擺錘,進出料小車等部分。
主機機械結構為框架式,一體主壓油缸,應用擺錘技術,保證輪對不調頭壓裝的實現;輪對的支撐架高度可以根據壓裝輪對的型號進行調整,同時壓頭的長度也可以進行調整,保證可以壓裝車軸長度不同的各型號輪對,擴大了壓裝機的使用范圍。
設備工作流程如下:
輪對壓裝機結構簡單,工作可靠,適應性強,一般按以下流程進行工作:
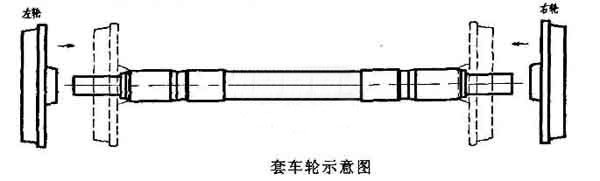
(1)套車輪
小車沿縱向導軌移動到上、下料工位,用吊車將兩車輪套裝到車軸上。如下圖所示,其中虛線位置為套裝完成后,車輪的位置。
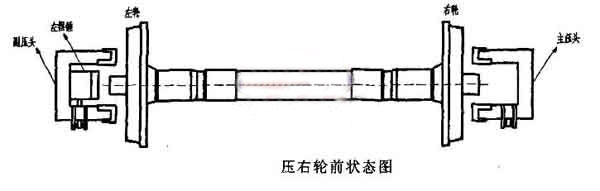
(2)上料
車輪套裝完成后,小車沿縱向導軌移動到壓裝工位,系統檢測設備狀態是否正確。如下圖所示,壓右輪前狀態示意圖。
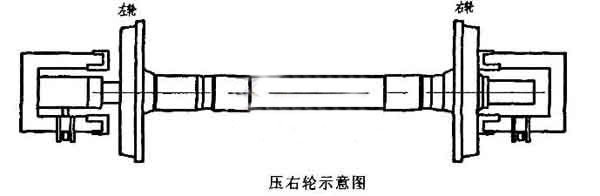
(3)壓右輪
此時,設備的狀態如下圖所示,左擺錘升起,右擺錘落下,小車處于原始位置。如果系統檢查設備狀態不正確,將停止壓裝并報替。在壓裝過程中,左擺錘將作用在車軸左端面上,將車軸定位住,使之不能向右移動;同時,主壓頭的壓塊作用在右車輪上,將直接推動右輪向前移動,右輪將直接被壓到軸上。如下圖所示,壓右輪示意圖。
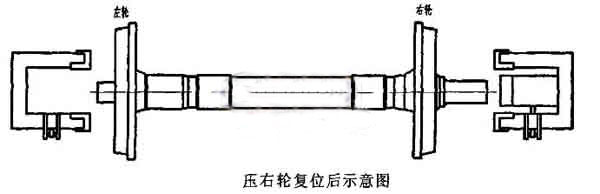
(4)復位
右車輪壓裝完成后,設備要恢復起始狀態,并為壓左車輪做準備。首先主液壓缸快速退回,輪對與小車也回到初始狀態,此時左擺錘落下,右擺錘升起。如下圖所示,壓右輪復位后圖。
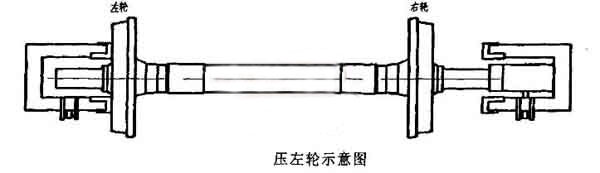
(5)壓左輪
此時,系統檢查設備狀態如下圖所示,小車處于原始位置,左擺錘落下,右擺錘升起,否則系統將停止壓裝并報警。在壓左輪過程中,副壓頭的壓塊頂在左輪輪轂上,使之不能向左運動;主壓頭上升起的擺錘頂在車軸右端面上,并推之向左運動,左輪便被壓裝到車軸上。如下圖所示,壓左輪示意圖。
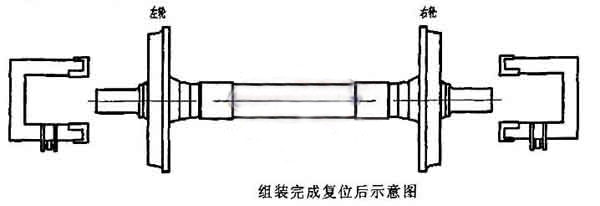
(6)復位
左側車輪壓裝完成后,系統要恢復起始狀態,為卸下壓裝完成的輪對做準備。此時,液壓缸快速退回,小車和輪對也回到原始位置;隨后右擺錘落下。如下圖所示,組裝完成復位后示意圖。
(7)下料
小車沿縱向導軌移動到吊裝工位,吊車吊下壓裝完成的輪對。完成了上述七個步驟,也就完成了一個輪對的壓裝過程。